

მოდიფიცირებული პლასტიკური ნაწილაკების წარმოების პროცესი ძირითადად მოიცავს: შერევის პროცესს, ექსტრუზიის პროცესს, შეფუთვას.
 შერევა.
შერევა.
1. შერევის ექვსი ტესტი: ბილინგი, მიღება, დასუფთავება, გაყოფა, შეცვლა, შერევა.
2. მანქანების გაწმენდა: იგი იყოფა ოთხ კლასში A, B, C და D, რომელთაგან არის ყველაზე მაღალი (გლუვი ზედაპირი) და ა.შ.
3. მასალების გაზიარება: დარწმუნდით, რომ შესაბამისი ნედლეული არ ცდება ოპერაციაში.
4. შერევა: ზოგადი შერევის ბრძანებაა: ნაწილაკების ფხვნილი, ტონერი.
Ⅱ. კვება.
კომპიუტერის კონტროლის საშუალებით, ცარიელი კონტროლი ხდება წონის შეცვლის მიხედვით.
უპირატესობები:
1. უზრუნველყოს მატერიალური პროპორციის სიზუსტე.
2. შეამცირეთ მასალების დელამინაცია.
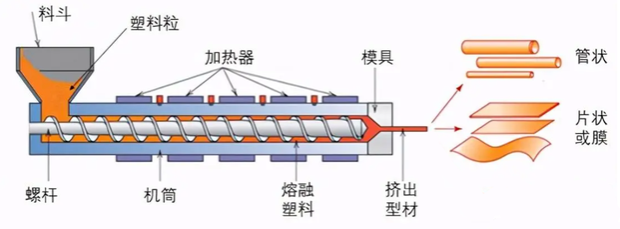 Ⅲ. ხრახნიანი პლასტიზაცია, ექსტრუზია, ხატვა.
Ⅲ. ხრახნიანი პლასტიზაცია, ექსტრუზია, ხატვა.
Ⅳ. წყლის გაგრილება (ნიჟარა).
გაცივდით და გაცივდით ექსტრუდერიდან ექსტრაორდინირებული პლასტიკური ზოლით.
Ⅴ. ჰაერის გაშრობა (წყლის ტუმბო, საჰაერო დანა).
ამოიღეთ ტენიანობა პლასტმასის ზოლიდან და გაშრეს.
Ⅵ. გრანულაცია.
საერთოდ, მოჭრილი ნაწილაკების ზომაა 3 მმ*3 მმ PVC მასალის სტანდარტი: GB/T8815-2002.
Ⅶ. Sifting (ვიბრაციული ეკრანი).
გაფილტრეთ დაჭრილი ნაწილაკები და აკონტროლეთ ნაწილაკების ზომა.
Ⅷ. Overmagnetization (მაგნიტური ფილტრი).
ამოიღეთ ნაწილაკები რკინის მინარევებით.
Ⅸ. ადგილზე შემოწმება.
ეს ძირითადად გარეგნობის კონტროლია, რომელიც დაადგენს, რამდენად შეესაბამება ნაწილაკების ფერი სტანდარტს და არის თუ არა იგი გაერთიანებული.
Ⅹ. შერევა (ორმაგი კონუსის მბრუნავი მიქსერი).
დარწმუნდით, რომ შეცვლილი პლასტიკური ნაწილაკების ფერი და შესრულება ერთგვაროვანია.
Ⅺ. შეფუთვა (ელექტრონული რაოდენობრივი შეფუთვის მანქანა).
Ⅻ. საცავი
პოსტის დრო: 23-12-22